Lapping Pressure Relief Valve Bodies and Caps
The typical Pressure Relief Valve consists of a body and cap. The flat lapping of each part requires a similar lapping process, but a different technique.
In both cases a Kemet Iron Lapping Plate is used with a Type K 3 Micron Liquid Diamond and Type K Lubricating Fluid. The two techniques are as follows:
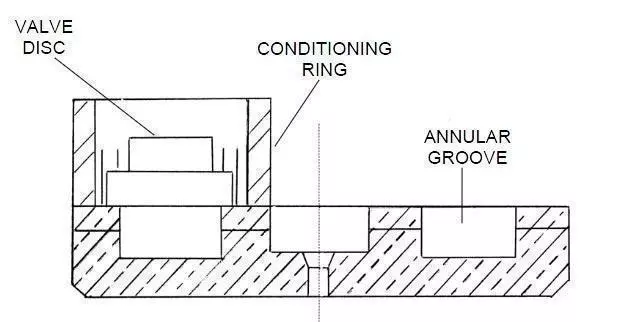
Pressure Relief Caps
Most Pressure Relief Caps have a conical raised centre. This makes it necessary to use an Annular Grooved Kemet Iron Lapping Plate where the groove is clearance for the conical area. A single Annular Grooved Lapping Plate is usually able to lap 2 of the 8 or 9, most popular, valve cap sizes. Usually a range of 4 Annular Grooved Kemet Iron Laps can process most caps.
The method used is to place the cap inside the machine’s (usually 15”) conditioning ring and use a 500 gram steel ball on top of the cap to apply pressure. Lapping times are short, usually 3 to 5 minutes.
Pressure Relief Valve Bodies
These are usually top heavy with the sealing face being just 2mm or so. These can be lapped/ polished on a standard 15” diameter Kemet Iron Lapping Plate. The important point to bear in mind is that the body needs to be supported at its contact area with the lap to prevent drag tipping it over. A Steel Washer is most suitable. See drawings in this section for Valve Body and Cap lapping positions.
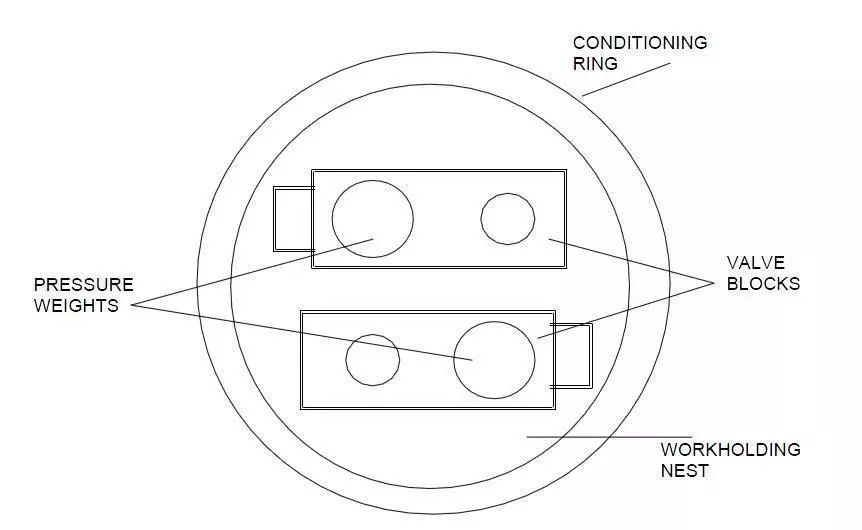
Lapping Parallel Slide Valves
Parallel Slide Valves are usually metal blocks with a large hole at one end (see sketch below)
It is important to lap them flat and parallel, something the hole can make difficult.
The method commonly used is to place one or more Valve Blocks inside the Conditioning Ring and locate it in a Nest Type Workholder. A weight is then place on the solid area of the block, twice the weight of the material removed by the hole. A Non Skid Pad is used to hold it in position (see sketch this section).
Lapping Machines 24” (600mm) diameter and above fitted with Kemet Iron Systems are normally used for this work. Type K 8 Micron Liquid Diamond and Type K Lubricating Fluid are normally used to produce surfaces of better than 2 Ra μ . A typical lapping time from ground would be 10 to 15 minutes.