Polishing Tungsten Carbide
The Lapping and Polishing of Tungsten Carbide and Diamond Wire Drawing Dies
Tungsten carbide is a hard sintered material. In the past, die shop operators have lapped with silicon carbide and boron carbide. Others have used widely graded diamond powder mixed with oil.
The angles and bearing lengths are related to the type of material to be drawn and the reduction to be made in the cross sectional area of the wire.

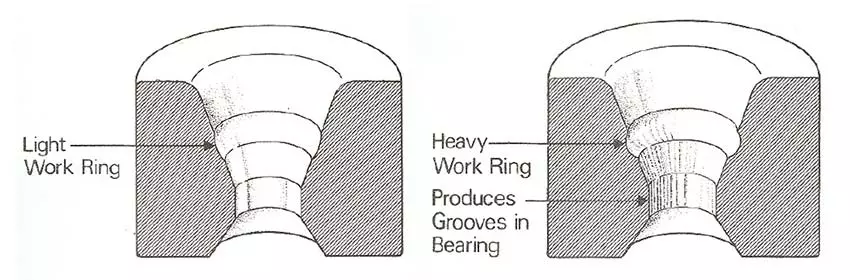
These vary considerably. For example when drawing high tensile steel wire the reduction of cross sectional area is considerably smaller than when drawing non ferrous material such as copper and brass. Dies can become worn and damaged during the drawing process resulting in distortion of the drawn wire as shown below
Kemet International have developed specialised types of Diamond Compound and Diamond Suspension to withstand the very high temperatures which are created when lapping tungsten carbide. They have been specifically designed to ensure maximum cutting efficiency and allow a predictable step-by-step method approach to lapping and polishing of tungsten dies. They offer high heat stability and excellent lubrication properties.
A suggested procedure for round dies is outlined below:
- The die is usually rotated in a chuck at 1500 rpm. However this depends on diameter of die – the larger the die diameter the slower the speed it should be run because of frictional heat generated.
- Apply Kemet Type L Diamond Compound 45 Micron to a metal shaped lap made of either cast iron or mild steel or copper. (Hard Wood Lapping sticks or sticks of willow can also be used).This allows removal of large amounts of tungsten carbide.
- Place the lap into the die until the correct angle has been achieved or the work ring removed.
- A steel needle may be used with Kemet Type L Diamond Compound 45 Micron if the die has to be reshaped to a new angle or if a heavy ring has developed.
- The die is cleaned thoroughly with Kemet CO-42 cleaning fluid to remove all the abrasive slurry left in the rough lapping stage.
- The clean die is replaced in the chuck and the exit angle polished:-
- Cut a soft wooden lapping stick until it just fits the exit angle. Apply a little Kemet Type OS lubricating fluid and press lightly into the exit until the form of the angle is formed on the wood. Cut off any part of the wood which has been pressed into the bearing as this would affect the size of the bore if allowed to lap the bearing length diameter.
- Apply a little Kemet Type L Diamond Compound 3 Micron.
- By making a series of short, sharp jabs into the exit angle with the wood, the exit angle will be polished in a matter of seconds.
- Turn the die round so that the entrance angle is open to the operator and cut a piece of soft lapping wood until it almost fits the reduction angle. Apply Kemet Type OS lubricating fluid and press into the die so that the wood completely fits the reduction angle. Cut off any wood which has been pressed into the bearing.
- Apply a little Kemet Type L Diamond Compound 3 Micron
- By making a series of short, sharp jabs into the exit angle with the wood, the reduction angle will be polished in just a few seconds
Note: If it is necessary to use an intermediate grade of Diamond Compound, we would suggest using Kemet Type L Diamond Compound 14 Micron.
The die is then cleaned with Kemet CO-42 cleaning fluid, checked for size and ready for use. Whilst the above procedure has dealt with tungsten carbide, many hardened steel extrusion dies for aluminium and other metals employ exactly the same techniques.
For Diamond wire drawing dies, Kemet International has developed a thick Diamond suspension with a very high diamond concentration. The Diamond powder is very accurately graded and the Diamond suspension is manufactured to the closest tolerances. Since all Diamond products are manufactured to ISO 9001:2015 quality assurance standards, this guarantees that the quality will be consistent. This diamond suspension is far more effective at polishing than conventional methods.
Both Tungsten carbide and Diamond wire drawing dies require Diamond products which can withstand heat and pressure without drying out or prematurely breaking down. The Kemet range of Diamond products was developed specially for this purpose and is the favourite choice amongst die polishers.
We hope the above has been helpful, the following die polishing kit will help you get started. For further technical and sales information, please contact Kemet International.
Lapping & Polishing Tungsten Carbide - Case Study
Test Requirements: To produce a repeatable 0.2um Ra on Tungsten Carbide thrust bearings.
Component/Material: 25.5mm Dia x 5mm Tungsten Carbide
We have tested these components using 2 methods. The first is our preferred method and gives a much more even surface finish. The second method is using a Cast Iron plate set-up.
The processed samples clearly show how the Kemet Iron plate has created a uniform scratch pattern well within the 0.2µm Ra. There is no edge burring, and no scratches deeper than you would expect from the 6-micron slurry. Cosmetically very good.
In contrast, the Cast Iron plate and 6 micron slurry combination produces a surface finish within the 0.2Ra, but with clear evidence of burring, leading to deep contaminant scratches. Cosmetically poor.
| Process Breakdown for Tungsten Carbide | ||
|---|---|---|
| Option | Plate | Abrasive type/grade |
| 1 | Kemet Iron | 6 micron Diamond Slurry |
| 2 | Cast Iron | 6 micron Diamond Slurry |
Pre-Processed
Component(s)

After method 1 (Kemet Iron and Kemet Liquid Diamond)
After method 2 (Cast Iron and Kemet Liquid Diamond)

Component/Material: Tungsten Carbide insert 65mm OD
Machine Type: Kemet 15” diamond lapping/polishing machine
This process produces 1- 2 Light band flatness, with minimum edge roll-off from the final polishing stage. Process times may vary depending on the condition of the component before lapping.
| Process Breakdown | |||
|---|---|---|---|
| Stage | Plate/cloth type | Abrasive type/grade | Process time |
| 1 | Kemet XP | Type K Diamond slurry | 10 minutes |
| 2 | ASFL-K Polishing pad | Type K Diamond slurry | 5 minutes |
Before Polishing Tungsten Carbide

After Polishing Tungsten Carbide

