Piston Rod Lapping & Polishing
This case study details the procedure for matching a piston rod against a cup and subsequently aligning the lapped piston rod with an internal brass holder.
Precision lapping is a critical process in achieving high levels of surface finish and dimensional accuracy in engineering components. Utilising the Kemet Kemisphere 2 machine with custom tooling, silicon carbide paste, and OS lubricating fluid results in superior surface finish and enhanced component fitment. The systematic approach guarantees repeatability and high-quality outcomes in precision engineering applications.
Equipment and Materials
The following equipment and materials were used for the precision lapping process:
- Kemet Kemisphere 2 – Spherical lapping machine
- Custom tooling – Designed for component handling and alignment
- Silicon carbide paste (9.3 micron) – Abrasive compound for controlled material removal
- OS lubricating fluid – Provides lubrication during lapping
- CO-42 cleaning fluid – Used for final cleaning and removal of residues
Process Breakdown
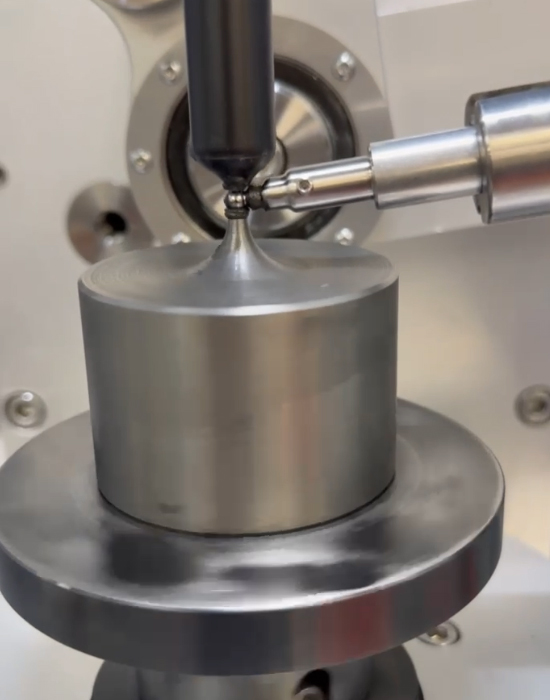
Cup Stage: The piston rod was inserted into a custom holder and securely tightened before placing the cup in the three-jaw chuck of the lapping machine. A 9.3-micron silicon carbide paste was evenly applied around the piston rod end. The custom holder was then slotted into the locating arbor to ensure precise positioning. To enhance lubrication, a controlled spray of OS lubricating fluid was added to the cup. Finally, the programmed lapping cycle was executed using pre-set machine parameters to achieve the desired surface finish and dimensional accuracy.
Brass Holder Stage: The piston rod was inserted through the brass cup and into the custom holder, then secured in place. A 9.3-micron silicon carbide paste was applied to the bottom of the piston rod to facilitate material removal. The custom holder was aligned with the slots on the arbor, and a jubilee clip was attached to hold the piston in place at the top of the cup. The brass holder was then positioned and secured in the three-jaw chuck. A measured spray of OS lubricating fluid was applied to the top of the holder to minimise friction and wear. Finally, the machine was programmed and run according to predefined settings to ensure a uniform lapping process.