Lapping Problem Solving
Problem: Concave Parts
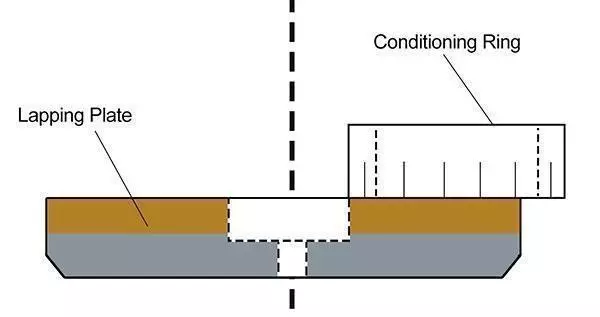
Concave Parts Solution
- Concave parts are produced by convex lapping plates.
- Check the lapping plate flatness using a Straight Edge or Kemet Flatness Gauge.
- A Straight Edge will show the plate is high in the centre.
- A Kemet Flatness Gauge will show + on the dial indicator.
- Correct the Kemet Plates shape by using the reconditioning procedure.
- Check that any pressure applied to parts is balanced and even.
- Are the parts fully sweeping the Lap Plate during the process.
- Move the Dispensing Bar or Bars closer to the centre of the Kemet Plate
- Adjust the Conditioning Rings to nearer the centre of the Kemet Plate.
Problem: Convex Parts
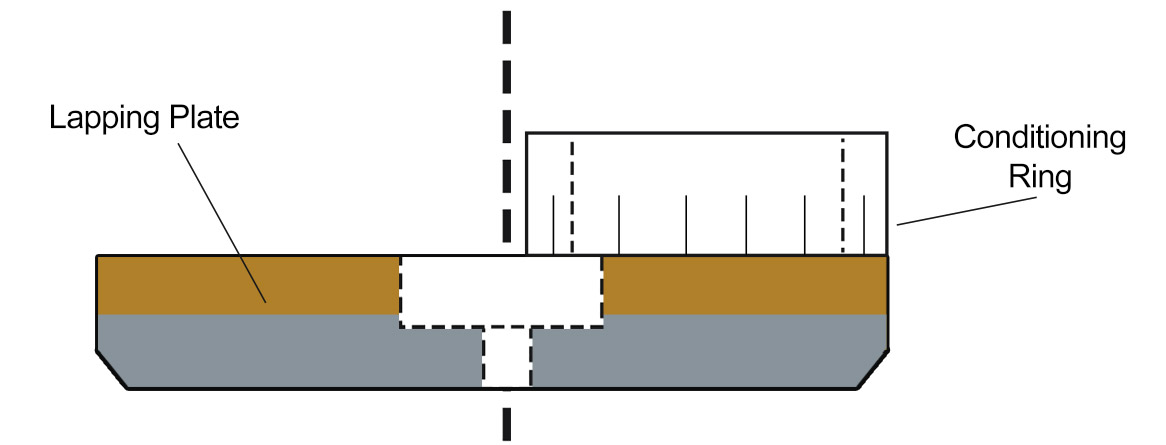
Convex Parts Solution
- Convex parts are produced by concave lapping plates.
- Check the lapping plate flatness. A Straight Edge will show the plate high on its outer edges.
- A Kemet Flatness Gauge will show - on the indicator.
- Correct the plate shape using reconditioning procedure.
- Adjust the Conditioning Rings to an outer position.
- Ensure that the pressure being applied is evenly balanced.
- Ensure parts move across as much of the plate as possible during lapping.
- Adjust the Dispensing Bar to the outer area of the Kemet Plate.
Problem: Parallelism
Parallelism Solution
- To lap parts parallel ensure the lapping plate is flat.
- Ensure the machines Hand Pressure Weight is lapped flat on the plate.
- Do not use Felt Pads or Non Skid Faced Weights.
- For best results lap uneven number of parts i.e 3,5,7 etc. Use dummy parts to make up number.
- Turn parts over and lap at least 3 times.
- Use only short lapping cycles.
- Check parallelism and flatness regularly.
- When using special fixtures, ensure they are balanced for weight.
Problem: Conditioning Rings not rotating
Solution
- Reduce the amount of lubricating fluid being applied.
- By repositioning the Dispensing Bar, create a running condition where the outer edge of the Kemet Plate is running slightly drier than the centre area.
- Ensure Kemet Liquid Diamond is being stirred and the diamond dispensing jet is not blocked.
Problem: Scratched Components
Scratched Components Solution
- Is the correct type of Kemet Plate being used? (Kemet Copper XP and Kemet Tin are the most popular polishing Plates).
- Is the correct grade Kemet Liquid Diamond being used? (micron sizes 6 and below are considered polishing grades).
- Is the plate too wet? Best polishing results are obtained with “just moist” Kemet Plates.
- Are the parts being polished of a soft material i.e. Brass, Copper, Aluminium, Soft Steel etc? If so, consider a 2 stage process finishing with a polishing cloth such as Type ASFL-AW and 1 Micron or 3 Micron Kemet Liquid Diamond.
- If using a polishing cloth are Ceramic or Plastic Faced Conditioning Rings being used? (Cast Iron Rings cause scratching).
- Is the polishing machine being used in a suitable working environment i.e. away from grinding and other similar machines.
- Are the parts clean before lapping?
- Were the parts cleaned between lapping operations? This is important to avoid cross contamination.
- Have the parts been de-magnetised after grinding?
Problem: Blocked Dispenser Bar
Blocked Dispenser Bar Solution
- Remove screw from end of Dispensing Bar and remove jet assembly. Clean ultrasonically, if possible, otherwise clean using an airline.
- Do not use the Dispensing Bar to apply Kemet Type K Liquid Diamond followed by Kemet Type W Liquid Diamond, without first cleaning the Bar thoroughly.
Problem: Electronic Dispenser not working
Solution
- Check the electrical connection with the lapping machine.
- Check the 2 fuses on the Dispenser.
- Change the circuit board inside the dispenser if routine checks fail to show the problem.
- Check the timed power supply and continuous power supply to the Dispenser are the same voltage.
Problem: Electric Stirrer not working
Solution
- Check the fuse on the back of the Stirrer.
- Check the plastic tube leading from the bottle does not interfere with the rotation of the magnetic paddle.
- If problem are experienced with creating a vortex in the liquid diamond, turn the unit off and restart slowly.
Problem: No Stock Removal from Lapping Machine Dispenser
Solution
- Is Diamond Stirrer turned on?
- Is there a strong vortex in the Liquid Diamond Bottle?
- Is the Liquid Diamond Bottle as close as possible to the Dual Dispensing Bar?
- Do all Conditioning Rings have chamfers on their outer edges?
- Is the Dispensing Bar blocked on the diamond side?
- Is the correct pressure being applied to the parts being lapped?
- Try a larger micron Kemet Liquid Diamond.
- Reduce the amount of lubricating fluid being applied.
- Try a water based (Type W) Kemet Liquid Diamond.
- Increase the Electronic Dispenser settings for Kemet Liquid Diamond.
- Remove anything from the surface of the Kemet Plate that is not required for the specific lapping process being performed i.e. spare Conditioning Rings, Workholders etc.
Problem: Difficulty in cleaning parts after lapping
Solution
- Do not let components dry out after lapping.
- Consider changing to a Kemet type ‘O’ Liquid Diamond (oil based) particularly if ceramic parts are being lapped.
- Always try to use an Ultrasonic Cleaner after lapping. A hot water based detergent will usually remove lapping residue.
